Parker processing (chemical conversion treatment)
金属は変色したり、錆が発生したり、腐食したりで本来の形を変えてしまい、その機能を発揮できなくなることが多くあります。
金属で出来た日用品、機械、建造物、自動車から高級美術品に至るまで、これらの表面を何らかの方法によって処理し、錆などの変化を防がなければなりません。
パーカー処理法とは、これら数ある処理法の中の化学処理法の一種で特に鉄鋼にリン酸塩皮膜を生成させる方法を総称していいます。リン酸塩皮膜化成は一種の腐食反応であり、適度に抑制された腐食を金属表面に営ませ、その腐食生成物を巧みに皮膜に利用するものです。
パーカー薬品の組成はリン酸(H₃PO₄)と第一リン酸塩(Me (H₂PO₄)₂MeはMn、Znなどの2価の金属を示す)からなり、洗浄化された(Fe)表面が下記のように反応します。
リン酸塩被膜処理とは、リン酸塩の溶液を用いて金属の表面に化学的にリン酸塩皮膜を生成させる化成処理のことを言います。
Fe(皮膜処理)+2H₃PO₄→Fe(H₂PO₄)₂+H₂・・・・・(1)
3Me(H₂PO₄)₂⇄Me₃(PO₄)₂+H₃PO₄・・・・・・・・・・(2)
燐酸塩被膜構成成分(MeはFe・Zn・Mn・Caなど)
(1)の反応は水素を発生しながら鉄は液中に溶解します。したがって処理液の全体の中のH₃PO₄が減少するのでこの減少したH₃PO₄が回復するように(2)の反応が引き続き起こり、処理品の表面に皮膜が生成する訳です。この様にして得られたリン酸塩皮膜の性質は、以下のようなものなどがあげられますが、これらの皮膜の性質をうまく利用することによってパーカー工法の価値が出て来るのです。
生成皮膜は無機質
化学反応のため密着力大
ポーラスな結晶構造
皮膜は電気不良導体
アルミニウム・マグネシウム・ステンレス等、材質に合わせて内容を選定いたします。
パーカー処理は、浸漬法またはスプレー法により鉄鋼表面に厚さ1μ~6μ程度の灰色の不溶解性皮膜を生成させる化成皮膜であり、反応に電気を用いないためメッキに比べ複雑・大型の構造物にも一様に処理が可能です。また、処理温度も100℃以下であり、材質に物理的な変化を与えず、寸法変化もほとんどありません。
パーカー処理は、主に防錆・塗装下地を目的としており、塗膜の防錆力・密着力の向上には欠かすことができず、塗装の工程の一部を担っております。また。化成皮膜であるため、メッキやコーティング等と異なり、皮膜全体が剥離するようなことはありません。
自動車・家電等の耐久性を必要とされる製品をより信頼性の高いものにしています。
防錆・表面洗浄
塗装下地・潤滑下地
絶縁性 等
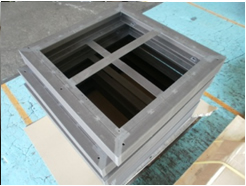
鋼構造物・板金プレス部品
機械部品・亜鉛メッキ部品
自動車部品・モーターコア
道路標示版・筐体 等
・処理前後における寸法変化・重量変化が極めて少ない
・皮膜の厚さ・重量は、材質によりほぼ一定である。
・材質に物理的変化を与えない。
(処理温度が100℃以下である)
・耐食性・塗装等の密着性が向上する。
・油の吸収性・保持性がよい。
(ポーラス状の結晶構造による)
・化学反応による皮膜生成のための内面等の
複雑な場所にも有効である。
外観
結晶質のため艶消し・灰色
皮膜組成
Zn₃(Po₄)₂・4H₂O
Hopaite(ホパイト)
Zn₂Fe(Po₄)₂・4H₂O
Phosphoyllite(ホスフォフィライト)
Zn₂Ca(Po₄)₂・2H₂O
Scholzite(ショルタイト)
皮膜の吸湿性
約0.13g/㎡(防錆油等の保持性が高い)
皮膜の耐熱性(皮膜のみの状態の場合)
①亜鉛系
100℃以下の条件で使用されることが望ましい。106℃近辺で結晶水が失われ始め200℃以上では数分で皮膜が変質する。
②カルシューム系
亜鉛系に比べ耐熱性が高く、高温焼付型コーティング下地処理として評価が高い。
リン酸鉄皮膜
パルクリーン251Gは、大型構造物(W1,400×H2,000×L5,800を超える)の塗装下地処理として多く実績があります。リン酸を主体とする処理液で脱脂・除錆し、上記洗浄工程で1~2μの薄いリン酸鉄皮膜を生成します。非晶質のため、耐熱性に優れている。
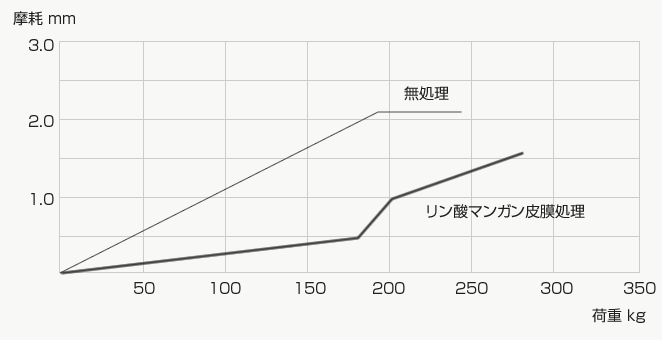
パルホスM処理は、浸漬法により鉄鋼表面に厚さ3~15μの、比較的薄いリン酸マンガン系の不溶性皮膜を生成させる化成皮膜であり、厚膜タイプのパルホスM-1A処理と薄膜タイプのパルホスM-5処理の2タイプがあります。
リン酸マンガン系の皮膜は、比較的硬い皮膜であり、表面に均一なムラの無いポーラス状の皮膜が生成するので、油の保持性が高まります。また、化成皮膜であるため、メッキやコーティング等と異なり皮膜全体が剥離するようなことはありません。
回転・摺動などの耐摩耗性を必要とする鉄鋼製品の処理には効果があり、金属の磨耗量・製品の寿命・潤滑性向上のための油の使用量を考えると経済的でもあります。
防錆
耐摩耗性
初期なじみ性
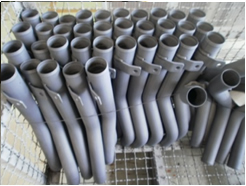
ピストン
ピストンリング
シリンダーライナー
カムシャフトなど
・処理前後における寸法変化・重量変化が極めて少ない。
・皮膜の厚さ・重量は、材質によりほぼ一定である。
・材質に物理的変化を与えない。(処理温度が100℃以下である)
・耐摩耗性に優れ、潤滑作用を高める。(対リン酸亜鉛皮膜)
・油の吸収性・保持性がよい。(ポーラス状の結晶構造による)
・化学反応による皮膜生成のための金属の焼つき・かじり等を防ぐ。
・回転・摺動部品の初期なじみ性に効果がある。
・グラファイト系・二硫化モリブデン系等の固体潤滑剤の
下処理として有効である。
・条件:皮膜重量1500mg/ft(16.15g/㎥)以上
塩水噴霧試験 1.5時間以内に発錆しないこと。
(ASTM-B117-54Tに準拠・・・5%salt spray)
外観
Mn₃(PO₄)₃・2FeHPO₄・4H₂O
マンガン・鉄 Hureaulith(フレオイレス)
皮膜の硬さ
モース硬度で約5 (リン酸亜鉛は3程度)
皮膜の吸湿性
約0.13g/㎡
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 滑石 | 石膏 | 方解石 | 蛍石 | 焼石灰 | 長石 | 石英 | 黄玉 | 鋼玉 | ダイヤモンド |
皮膜の耐熱性(皮膜のみの状態の場合)
130℃以下の条件で使用されることが望ましい。
180℃近辺で結晶水が失われ始め。200℃以上では皮膜自体がもろくなり、本来の性能を維持することが難しくなる。
| 処理時間 | 1 | 1.5 | 2 | 3 | 4 | 24 | 48 | 72 | 96 |
| パルホスM-1Aのみ | ◎ | ◎ | ○ | ○ | △ | × | ― | ― | ― |
| パルホスM-1A+ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ○ |
| ノックスラスト#307塗装 |
| 試験項目 | 皮膜重量 | 塩水噴霧試験 | |
| 試験片 | g/㎥ | mg/ft | (1.5時間) |
| SK-4 | 18.4 | 1710 | 変化なし |
| 炭酸工具鋼(JIS-G-4401) | |||
| S45C | 18.4 | 1710 | 変化なし |
| 機械構造用炭素鋼8種(JIS-G-3120) | |||
| SMCM8 | 22.6 | 2100 | 変化なし |
| ニッケル・クロム・モリブデン鋼8種(JIS-G-4103) | |||
| SK-4 | 24.6 | 2190 | 変化なし |
| クロムモリブデン鋼(JIS-G-4105) | |||






![]()
